¡Hola, compañeros entusiastas del mecanizado! Como proveedor de fábricas finales de carburo de muesca, he visto de primera mano cómo las herramientas adecuadas pueden marcar una diferencia de diferencia cuando se trata de mecanizar aluminio. En este blog, compartiré algunas de las mejores prácticas para usar una fábrica de carburo en aluminio.
Comprensión de las fábricas de carburo en extremo
En primer lugar, hablemos un poco sobre Carbide End Mills. El carburo es un material extremadamente duro y de desgaste, lo que lo hace perfecto para cortar el aluminio. Estas fábricas finales vienen en varias formas y tamaños, cada una diseñada para tareas específicas. Ya sea que esté haciendo desbrave o terminando, hay un molino de carbón de carburo adecuado para el trabajo.
Cuando trabaja con aluminio, un molino de carbón de carburo puede ofrecer una experiencia de corte suave y eficiente. La dureza del carburo le permite mantener su borde durante períodos más largos, reduciendo la necesidad de cambios frecuentes en las herramientas. Esto no solo ahorra tiempo, sino que también mejora la calidad general de su pieza de trabajo.
Elegir la fábrica de carburo de carburo correcto
Uno de los pasos más cruciales para usar una fábrica de carbón de carburo en aluminio es elegir el correcto. Hay varios factores a considerar.
Número de flautas
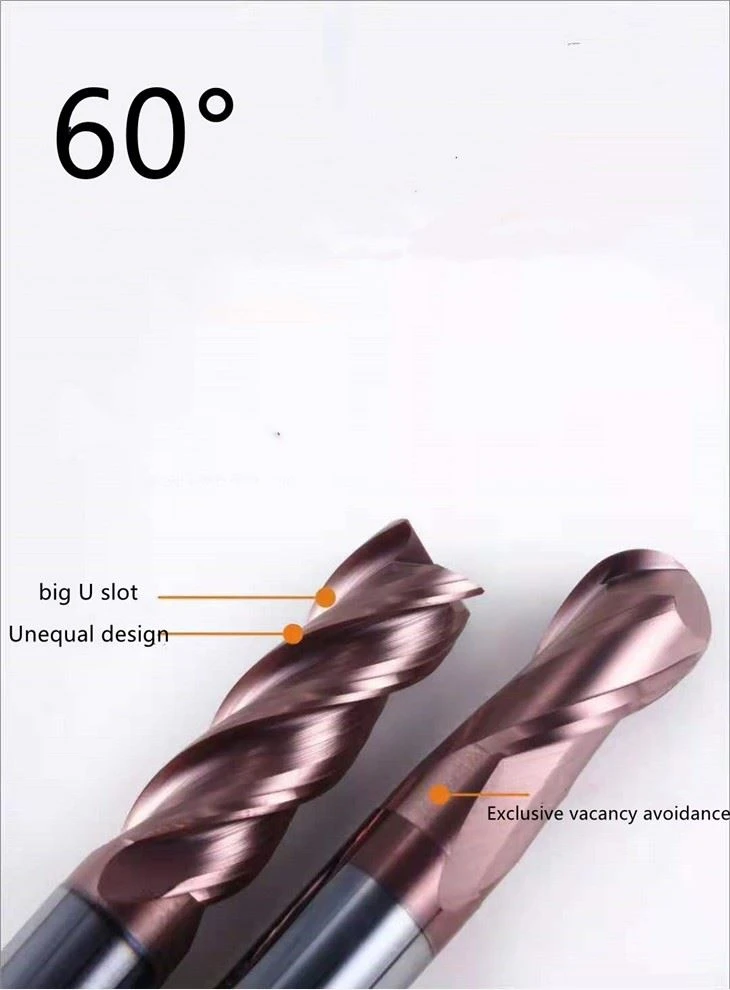
El número de flautas en una fábrica final afecta el rendimiento de corte. Para el aluminio, las fábricas finales con menos flautas (generalmente 2 o 3) a menudo se prefieren para las operaciones de desacuerdo. Estas menos flautas proporcionan más espacio para la evacuación de chips, lo cual es esencial cuando se trabaja con aluminio, ya que tiende a producir muchas chips. Por otro lado, las fábricas finales con más flautas (4 o más) son mejores para las operaciones de acabado, ya que pueden proporcionar un acabado superficial más suave. Puedes ver nuestroMolino final de desacuerdoPara excelentes opciones de desictoria.
Ángulo hélice
El ángulo hélice del molino final también juega un papel importante. Un ángulo de hélice más alto (alrededor de 45 grados o más) es mejor para el aluminio. Ayuda en la evacuación de Chip y reduce las fuerzas de corte, lo que resulta en un corte más eficiente y más suave.
Revestimiento
Muchas fábricas de carburo con recubrimientos vienen con recubrimientos. Para el aluminio, un recubrimiento de Tialn (nitruro de aluminio de titanio) es una opción popular. Este recubrimiento reduce la fricción y el calor, lo que puede extender la vida útil de la herramienta y mejorar el rendimiento de corte.
Establecer los parámetros de corte correctos
Una vez que haya elegido la fábrica de carbón de carburo derecho, es esencial establecer los parámetros de corte correctos.
Velocidad de corte
La velocidad de corte se mide en pies superficiales por minuto (SFM). Para el aluminio, generalmente se recomienda una mayor velocidad de corte. Sin embargo, debe asegurarse de que la velocidad no sea demasiado alta, ya que puede hacer que el molino final se sobrecaliente y se desgaste rápidamente. Un buen punto de partida para la velocidad de corte cuando se usa un molino de carbón de carburo en aluminio es de alrededor de 600 a 1000 SFM, pero esto puede variar según el molino final específico y el tipo de aluminio con el que está trabajando.
Tasa de alimentación
La velocidad de alimentación es la velocidad a la que el molino final se mueve hacia la pieza de trabajo. Se mide en pulgadas por diente (IPT). Para el aluminio, se puede usar una velocidad de alimentación relativamente alta. Una tasa de alimentación de alrededor de 0.002 - 0.005 IPT es un buen punto de partida. Pero nuevamente, es posible que deba ajustarlo en función de la situación real.
Profundidad de corte
La profundidad de corte se refiere a cuán profundo el molino final penetra en la pieza de trabajo. Para las operaciones de desacuerdo, puede usar una profundidad de corte más profunda, típicamente alrededor de 0.05 - 0.1 pulgadas. Para las operaciones de acabado, se recomienda una profundidad de corte menos profunda (alrededor de 0.005 - 0.01 pulgadas) para lograr un acabado superficial liso.
Evacuación de chips
Como mencioné anteriormente, el aluminio produce muchas chips durante el proceso de corte. La evacuación adecuada de los chips es crucial para evitar la obstrucción de los chips, lo que puede provocar un bajo rendimiento de corte e incluso daños en el molino final.
Una forma de garantizar una buena evacuación de chips es usar la fábrica de extremo correcto con suficiente espacio de flauta. También puede usar el refrigerante o la explosión de aire para ayudar a eliminar las chips del área de corte. El refrigerante no solo ayuda con la evacuación de chips, sino que también reduce el calor, lo que puede mejorar la vida útil de la herramienta.
Mantenimiento de herramientas
Cuidar bien su fábrica de carburo es esencial para garantizar su rendimiento a largo plazo.
Inspección
Inspeccione regularmente la fábrica final en busca de signos de desgaste o daño. Busque bordes astillados, desgaste excesivo o cualquier otro problema visible. Si nota algún problema, es mejor reemplazar la fábrica final antes de causar problemas con la pieza de trabajo.

Limpieza
Después de cada uso, limpie bien la fábrica final. Retire cualquier chips o escombros que puedan estar pegados a las flautas. Puede usar un cepillo o aire comprimido para limpiarlo. Evite usar productos químicos agresivos que puedan dañar el recubrimiento en la fábrica final.
Precauciones de seguridad
Cuando se usa una fábrica de carburo en aluminio, la seguridad siempre debe ser su máxima prioridad.
Protección para los ojos
Use gafas de seguridad para proteger sus ojos de chips voladores y escombros.
Guantes
Use guantes apropiados para proteger sus manos de bordes afilados y metal caliente.
Protector de máquinas
Asegúrese de que su equipo de mecanizado esté equipado con guardias de máquina adecuados para evitar el contacto accidental con la fábrica final.
Otras herramientas relacionadas
Además de las fábricas finales de carburo, hay otras herramientas que pueden ser útiles cuando se trabaja con aluminio. Por ejemplo,Brocas de carburoson excelentes para perforar agujeros en aluminio. Y si necesita perforar un tamaño específico, como un hoyo de 16 mm, nuestroBrote de perforación de 16 mmpuede ser una elección perfecta.
Conclusión
El uso de una fábrica de carbón en aluminio puede ser una experiencia gratificante si sigue las prácticas correctas. Al elegir la fábrica de extremo correcto, establecer los parámetros de corte correctos, garantizar la evacuación adecuada de los chips, mantener la herramienta y tomar precauciones de seguridad, puede lograr resultados de alta calidad y extender la vida útil de su fábrica final.
Si está buscando fábricas finales de carburo de alta calidad o herramientas relacionadas, no dude en comunicarse. Estamos aquí para ayudarlo a encontrar las herramientas perfectas para sus necesidades de mecanizado. Ya sea que sea un maquinista profesional o un entusiasta del bricolaje, tenemos los productos y la experiencia para apoyarlo.
Referencias
- "Manual de mecanismo" de Industrial Press Inc.
- Varios artículos específicos de la industria sobre mecanizado de aluminio con fábricas de carbón.





