






Centro de mecanizado CNC modelo 1165


Características del centro de mecanizado CNC modelo 1165
·Toda la máquina adopta fundiciones de moldeo en arena de resina de alto grado, que son tratadas por recocido, vibración y envejecimiento natural para eliminar la tensión interna.
·Base ultraancha: las piezas fundidas de una sola pieza brindan la capacidad de soporte de carga más estable. Con el diseño de la placa de guía de agua, el fluido de corte no tiene fugas.
·Columna en espiga: amplía el alcance de la superficie de unión y mejora la rigidez de la máquina herramienta. ·Trasero del motor del eje Y: acorte la distancia entre las piezas de trabajo superiores e inferiores y mejore la comodidad de procesamiento.
Diseño de cabeza tipo costilla: las costillas internas están engrosadas y agrandadas para fortalecer la rigidez de la estructura y mejorar en gran medida la estabilidad del procesamiento.
Parámetro
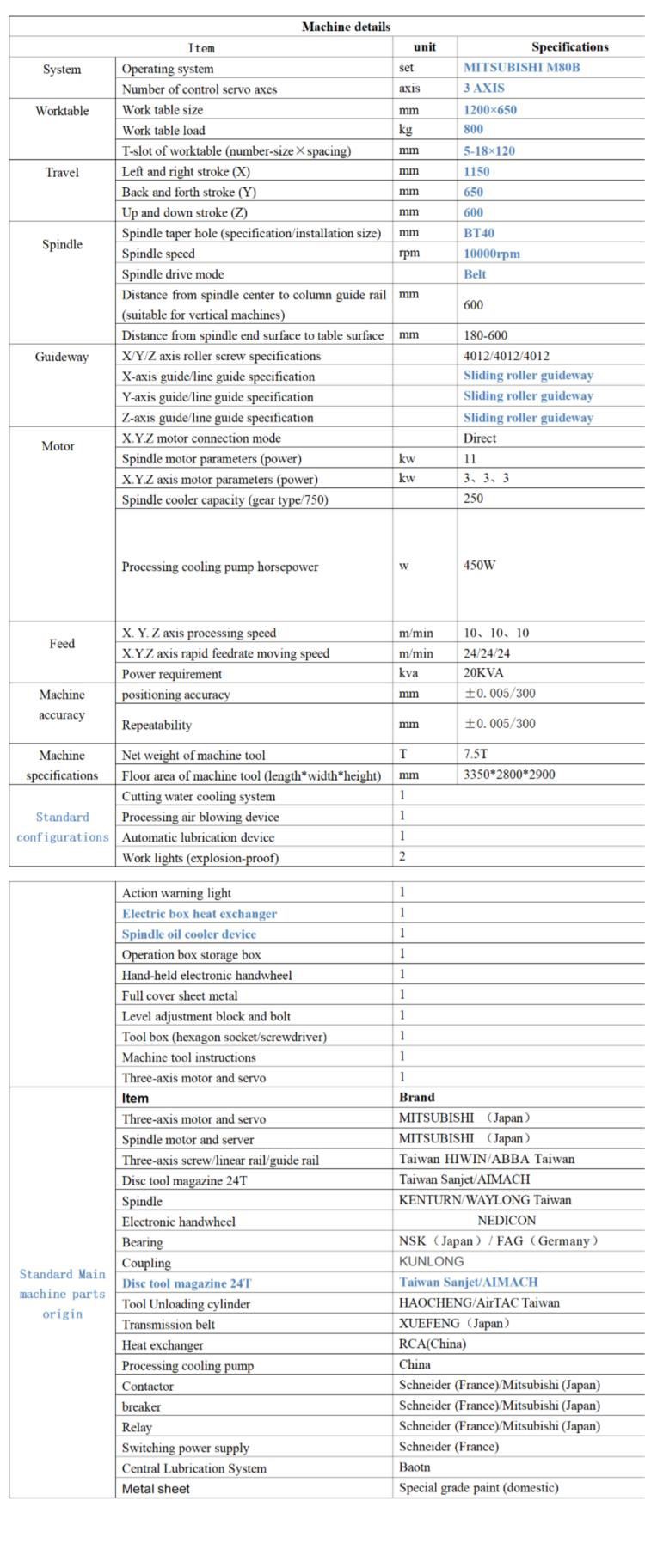
Configuración estándar
·Cubierta protectora completamente cerrada
·Interfaz Ethernet, tarjeta CF y USB
·Caja de herramientas
·Motor de husillo
·Sistema de aceite lubricante de alimentación automática centralizada centralizada
·Pierna de cimentación y perno de ajuste
·Eje correa BT40 1000ORPM
·sistema de refrigeración
·Pistola de agua a alta presión
· Luz de trabajo LED
·Limpiar la pistola de aire
·Volante electrónico separado
·Intercambiador de calor
. Luz de advertencia LED tricolor
·Manual de operación y mantenimiento y datos del circuito de control
·Roscado rígido


El modelo de centro de mecanizado CNC tendrá un control de calidad serio dentro y después de la producción.
paso láser y prueba de precisión vertical de la pieza de trabajo


Consejos:
Autoaprendizaje de la programación del Centro de Maquinado CNC Modelo 1165, ¡una visita obligada para comenzar!
1. La diferencia y conexión entre M00, M01, M02 y M30
Los principiantes son muy fáciles de confundir muchos de los códigos M anteriores al programar el centro de mecanizado CNC de nivel de entrada. La razón principal es que los principiantes no comprenden la producción y el procesamiento del centro de mecanizado CNC, y el contenido de algunos libros de texto no se describe en detalle. Sus diferencias y conexiones son las siguientes:
M00 es una instrucción de terminación de programa. Cuando se ejecuta el programa, el paso de la herramienta finaliza y el rodamiento del husillo se detiene. Después de presionar el botón RUN nuevamente, se ejecutará el siguiente bloque. La clave es que el programador quiera detener el torno CNC en el proceso de producción (inspección de la pieza del producto, ajuste, fresado, etc.).
M01 es una instrucción de terminación de programa opcional. Cuando se ejecuta el programa, la tecla de "terminación de selección" en el panel de operación está en la situación "ON", este efecto puede ser razonable, de lo contrario, la instrucción no será válida. El efecto real después de la implementación es el mismo que el de M00, que es común en la inspección de especificaciones importantes o suspensión temporal.
M02 es el comando para completar el programa principal. Cuando se ejecuta esta instrucción, se termina el paso de la herramienta, se termina el rodamiento del husillo y se apaga el refrigerante. Pero el cursor del mouse del programa se detiene al final del programa.
M30 es el comando para completar el programa principal. El efecto es el mismo que M02, pero la diferencia es que el cursor del mouse regresa al encabezado del programa, sin importar si hay otros bloques después de M30.
2. El uso de direcciones detalladas D y H para los principales parámetros de compensación de hoja CNC
En algunas máquinas herramienta CNC (como FAUNC), los parámetros principales de compensación de hoja CNC D y H tienen la misma función y se pueden intercambiar a voluntad. Todos ellos indican el nombre de la dirección detallada de la memoria de compensación en la máquina herramienta CNC, pero el valor de compensación real depende de Toman decisiones basadas en el valor marcado en la dirección detallada del número de compensación. Por lo tanto, en el centro de mecanizado CNC, para evitar mejor los errores de tipeo, los factores humanos generales requieren que H sea la dirección detallada de la compensación de longitud de la cuchilla CNC, el número de compensación es de 1 a 20 y D es la dirección detallada de la Hoja CNC semi-compensada, y el número de compensación es de 24. No. gradualmente (20 cuchillos de cuchillos CNC).
Por ejemplo: G{{0}}G43H1Z60.0;
G01G41D21X30.0Y45.0F150;
3. Aplicación de G92 y G54-G59
G54-G59 son las coordenadas planas establecidas antes del inicio de la producción y el procesamiento, y G92 son las coordenadas planas establecidas en el programa. Si se utilizan G54-G59, no es necesario aplicar G92; de lo contrario, se reemplazará G54-G59 y se debe evitar.
Nota: (1) Una vez que se aplica G92 para configurar las coordenadas del plano, la aplicación de G54-G59 no tendrá todas las funciones, a menos que se apague y se reinicie el software del sistema, o se use G92 para configurar el coordenadas del plano de la pieza de trabajo del nuevo producto deseado. (2) Después de aplicar el programa G92, si el torno CNC no regresa al punto de inicio establecido por G92, ejecute este programa nuevamente. La ubicación geográfica actual del torno CNC se convierte en el punto de partida de la coordenada de la pieza de trabajo del nuevo producto, que es propensa a accidentes de seguridad. Por lo tanto, debe usarse con precaución.
4. Instrucción de terminación
G04C_/P_? es el tiempo de pausa de la hoja de control de índice (el paso de la herramienta finaliza, el cojinete del husillo no finaliza), y el valor marcado después de la dirección detallada P o X es el tiempo de pausa. El valor marcado después de X debe tener decimales, de lo contrario se mide por una milésima parte del valor marcado, utilizando segundos (s) como la empresa, y el valor marcado después de P no puede tener decimales (es decir, la cantidad entera es indicado), y ms (ms) es una empresa. ?
Por ejemplo, G04? X2.0; o G04? X2000;
Pare por 2 segundos
G04?P2000;
Sin embargo, en algunas instrucciones de producción y procesamiento del sistema de orificios (como G82, G88 y G89), para garantizar mejor la rugosidad de la superficie del fondo del orificio, cuando la cuchilla CNC se produce y procesa hasta el fondo del orificio, debe hacer una pausa. tiempo, entonces solo use la dirección detallada P Indica que si se usa la dirección detallada X para indicar, el sistema de control automático piensa que X es la coordenada del plano del eje X para llevar a cabo la implementación.
Por ejemplo, G82X80.0Y60.0Z-20.0R5.0F200P2000;
Golpee (80.0, 60.0) hasta el fondo del agujero y deténgase durante 2 segundos
G82X80.0Y60.0Z-20.0R5.0F200X2.0;
Perforar (2.0, 60.0) hasta el fondo del agujero no es fácil de detener.
5. En el mismo segmento de programa, la misma instrucción (mismo carácter de dirección detallada) o el mismo grupo de instrucciones tendrá efecto después de que ocurra.
Por ejemplo: G01G90Z30.{{10}}Z20.0F200; La implementación es Z20.0 y el eje Z alcanza inmediatamente Z20.0 en lugar de Z30.0.
G01G00X30.0Y20.0F200;? Se implementa G00 (aunque hay un valor F, no se implementa G01).
Sin embargo, para diferentes grupos de códigos de instrucciones, el efecto real es el mismo cuando la orden se intercambia en el mismo bloque.
Por ejemplo: G90G54G00X0Y0Z6{{10}}.0; y G00G90G54X0Y0Z60.0; lo mismo.
6. Número de secuencia del segmento de programa
El número de secuencia del segmento de programa se indica mediante la dirección detallada N. Generalmente, el espacio de almacenamiento interno del equipo de máquina herramienta CNC es relativamente limitado (64K). Para ahorrar mejor espacio de almacenamiento, se omite el número de secuencia del segmento de programa. N solo indica el modelo del segmento del programa, que se puede usar para buscar y escribir programas convenientemente. No tiene todos los efectos sobre el proceso de producción. El número de serie puede aumentar o disminuir, y no estipula que el valor marcado tenga continuidad. Sin embargo, no se pueden omitir algunas instrucciones del sistema cíclico, instrucciones de salto automático, subrutinas e instrucciones del sistema espejo.
Etiqueta: centro de mecanizado cnc modelo 1165, China, proveedores, fabricantes, fábrica, precio, en venta, hecho en China, Molino final de carburo para superficies estándar de fresado, molienda precisa, Equipo de mecanizado de calidad, Evaluación de la fresadora CNC, Comparación de la fresadora CNC, Aplicador de pegamento para la industria
Artículo anterior
Mecanizado CNC de alta velocidad V1165Siguiente artículo
Fresadora CNC Vmc 1370También podría gustarte






Envíeconsulta